| 実施工におけるポーラスコンクリートの品質管理 に関する研究 |
|
| 中川武志, 森鼻泰大, 佐野裕太 | |
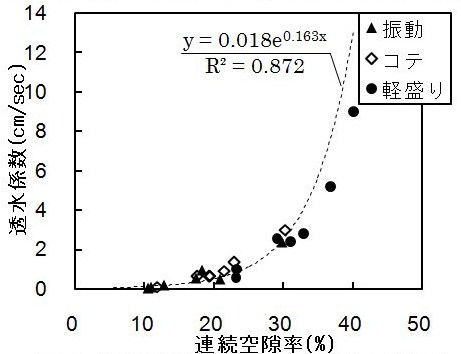
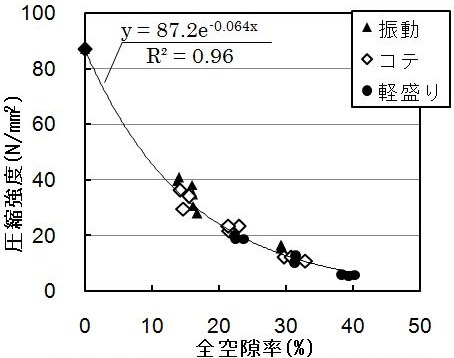
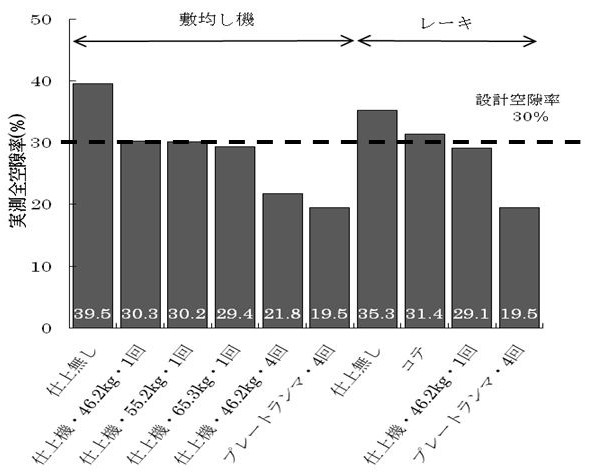
| 1.実施工におけるポーラスコンクリート ポーラスコンクリート(以下、POC)は、粗骨材と結合材(または少量の細骨材を含むモルタル)によって構成されるオコシ状のコンクリートです。POCは、透水・排水性、通気性、吸音・吸着性、生物・植生許容性、軽量性、再生資源利用性等、環境面での機能に極めて期待が大きく、その適用範囲は多岐にわたるものです。以上のような特性を有するPOCは環境共生型コンクリートとして、今後、環境負荷の少ない経済成長にとって有益な材料となると考えます。 現在、多くの研究者によりPOCの各種の物理特性や適用先などが研究され、進歩を遂げています。しかし一方で、実施工における品質管理の研究はまだ始まったばかりです。そのため、POCの場合、品質管理の基準および項目等が未だに十分に検討されていない状態です。すなわち、実施工においては、職人の経験に頼る部分が多く、硬化したPOCスラブからコア供試体を採取することにより、はじめてその性能を把握することができます。現状のままでは、POCスラブの性能を設計し、その性能を有するものを安定して施工することができません。そこで本研究では、敷均し方法から仕上げ方法までの一貫した施工方法を研究し、POCスラブの品質管理手法を確立する方法を研究しています。 2. 施工機械の開発 2.1 敷均し機 図1に敷均し機を示します。本機械は、フレッシュPOCを積載し、POCスラブを敷均します。施工面積が大きい場合などに適しており、品質の安定したPOCスラブを施工することができます。 本機械を使用する利点を以下に示します。 ①作業員の削減 ②施工時間の短縮 ③品質の安定化 2.2 仕上げ機 図2に仕上げ機を示します。本機械は、敷均し機で打設を行った後やレーキによりPOCを敷均した後に、仕上げとして使用します。従来の表面振動機とは異なり、締固めエネルギーが比較的小さく、POCスラブ内部の空隙率を高めたまま、表層のみを締固めることができます。 本機械を使用する利点を以下に示します。 ①空隙を最大限利用 ②仕上げ時間の短縮 ③品質の安定化 ④空隙率を制御 3. 研究成果 現在までの研究成果を発表します。 3.1 仕上げ方法と透水係数・圧縮強度の関係 空隙率と透水係数の関係を図3に、空隙率と圧縮強度の関係を図4に示します。 図3より、透水係数は仕上げ方法に関係なく、空隙率(正確には、連続空隙率)と高い相関があることがわかります。次に、図4より、圧縮強度は仕上げ方法に関係なく、空隙率(正確には、全空隙率)に高い相関があることがわかります。 3.2 各打設・仕上げ方法と空隙率の関係 各打設・仕上げ方法と空隙率の関係を図5に示します。 敷均し機を使用した場合には、仕上無しは設計空隙率から+9%程度、POC仕上機で1回締固めた場合は、重りに関係なく設計空隙率程度、POC仕上機(重り無し)で、4回締固めた場合は設計空隙率から-8%程度、プレートランマで4回締固めた場合は、-10%程度であることがわかります。。 レーキで打設した場合には、仕上無しで設計空隙率から+5%程度となり、敷均し機よりは多少締固まった状態となるが、仕上機(重り無し)で1回締固めた場合およびプレートランマで4回締固めた場合には、それぞれ敷均し機を使用した場合のものとほぼ同程度の空隙率に締固められていることがわかります。また、コテ仕上げは、仕上機(重り無し)で1回締固めた場合と同程度の締固め程度となっています。 4. 今後の課題 以上のように我々は、施工方法を含め、実施工の内容を幅広く取り扱っています。今後は、目標の機能を有するPOCスラブを施工するための調合を含め、品質管理基準および項目を整理していきたいと考えています。 |
 |
| 図1 敷均し機 | |
 |
|
| 図2 仕上げ機 | |
 |
|
| 図3 空隙率と透水係数の関係 | |
 |
|
| 図4 空隙率と圧縮強度の関係 | |
 |
|
| 図5 各打設・仕上げ方法と空隙率の関係 | |